研究助成実績 Research Grants
JSPS KAKENHI(研究代表者の分)
JKA(研究代表者の分)
液域限定電解加工技術による形状創成とパターン加工の実現(完了)
(この研究は、競輪の補助を受けて実施しました。)
本事業は、2021年度に実施した「保水性材料の利用による液域限定電解加工の飛躍的な精度向上」補助事業で提案・検証した液域限定電解加工技術の成果をステップアップさせ、3次元形状や表面パターン加工を実現することを目的としている。
目的を達成するため、以下の項目を実施した。
(1)工具電極の走査による複雑な3次元形状の創成
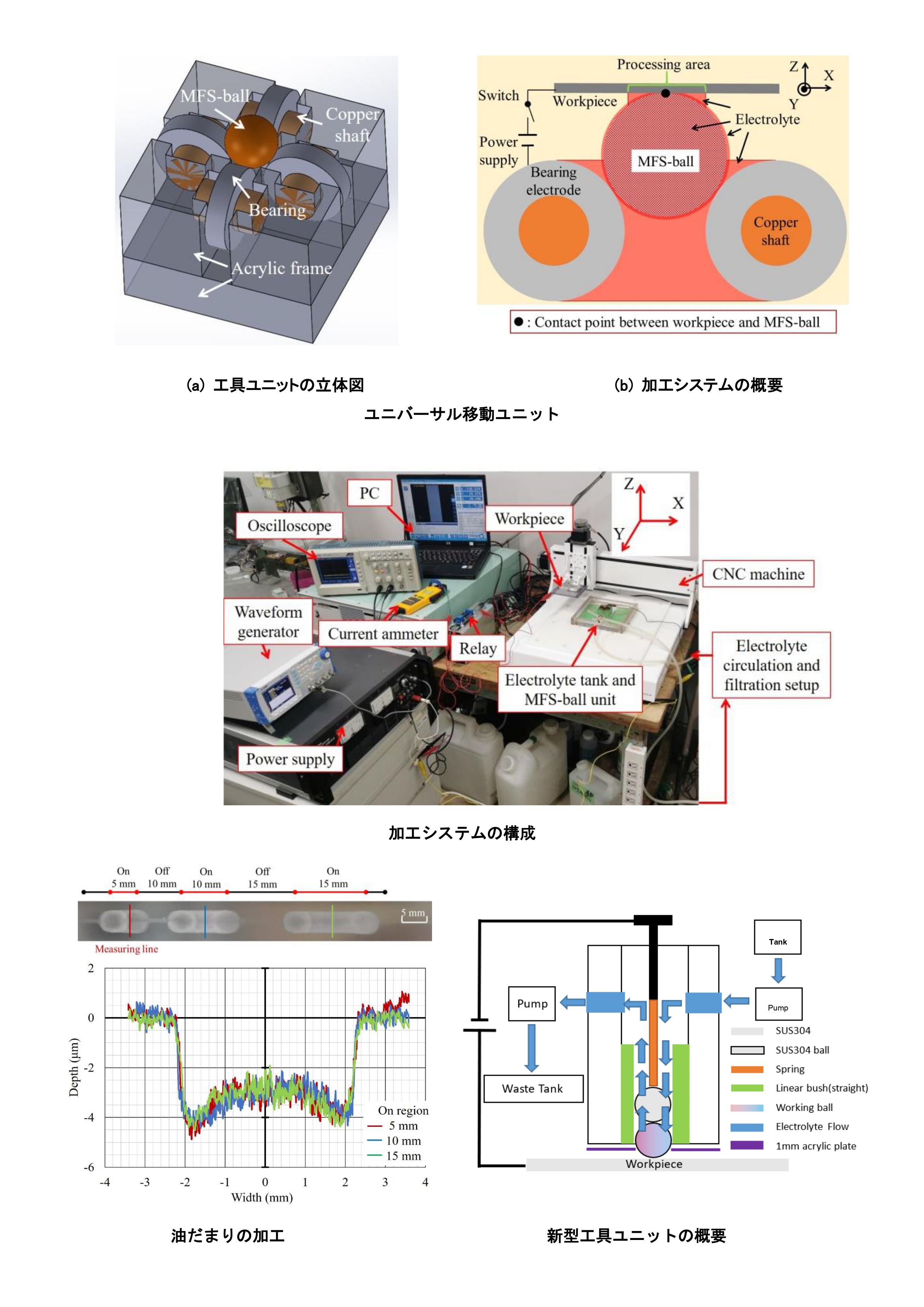
複雑な3次元形状を創成するには、工具ユニットを工作物表面に沿って走査させる必要がある。また、工作機械の摺動面への油だまりなどのパターン加工のため、工具の走査と加工電流の同期制御が必要である。そこで、3次元形状を創成するための保水性材料を用いた円盤工具ユニットとボールペン構造を持つ工具ユニットを設計・製作し、形状創成を行った。
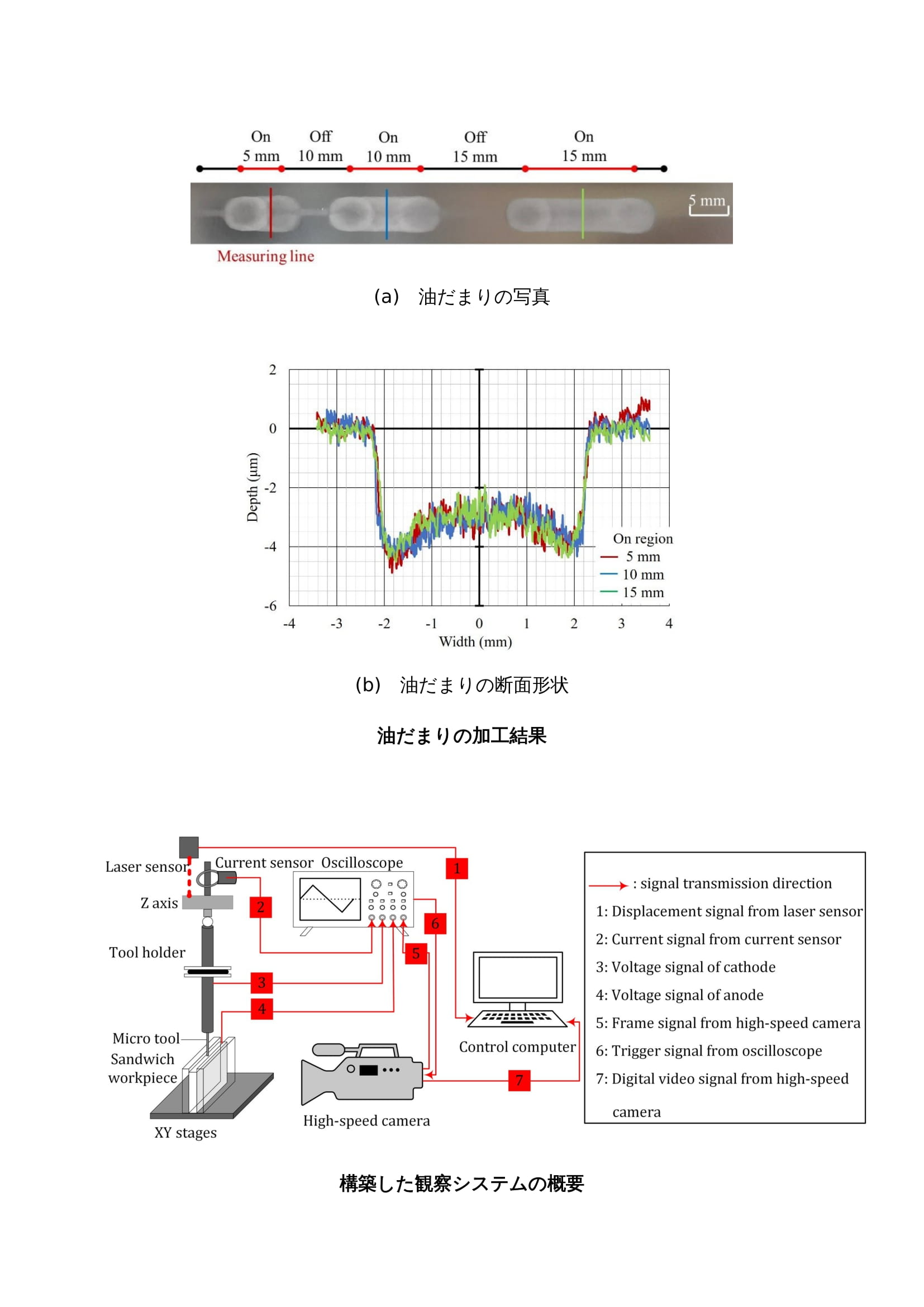
(2)同期制御によるパターン加工の実現
同期制御による工作機械の摺動面の油だまりの加工を実現するため、加工システムを構築した。本加工システムは、ユニバーサル工具ユニット、電解液タンク、工作物、CNC3軸ステージ、制御パソコン、電流センター、オシロスコープ、波形発生器、リレー回路から構成されている。電流のオン/オフを制御することで、長さが異なる油だまりの加工例を図に示す。
(3)加工特性に影響する生成物の特定
加工特性に影響する生成物を特定するには、生成物の発生状況を観察する高速ビデオカメラを購入し、観察システムを構築した。また、数値解析により電解加工中の生成物の挙動および加工への影響を調べた。

成形面への通気性付与による高付加価値射出成形金型の実現(完了)
(この研究は、競輪の補助を受けて実施しました。)
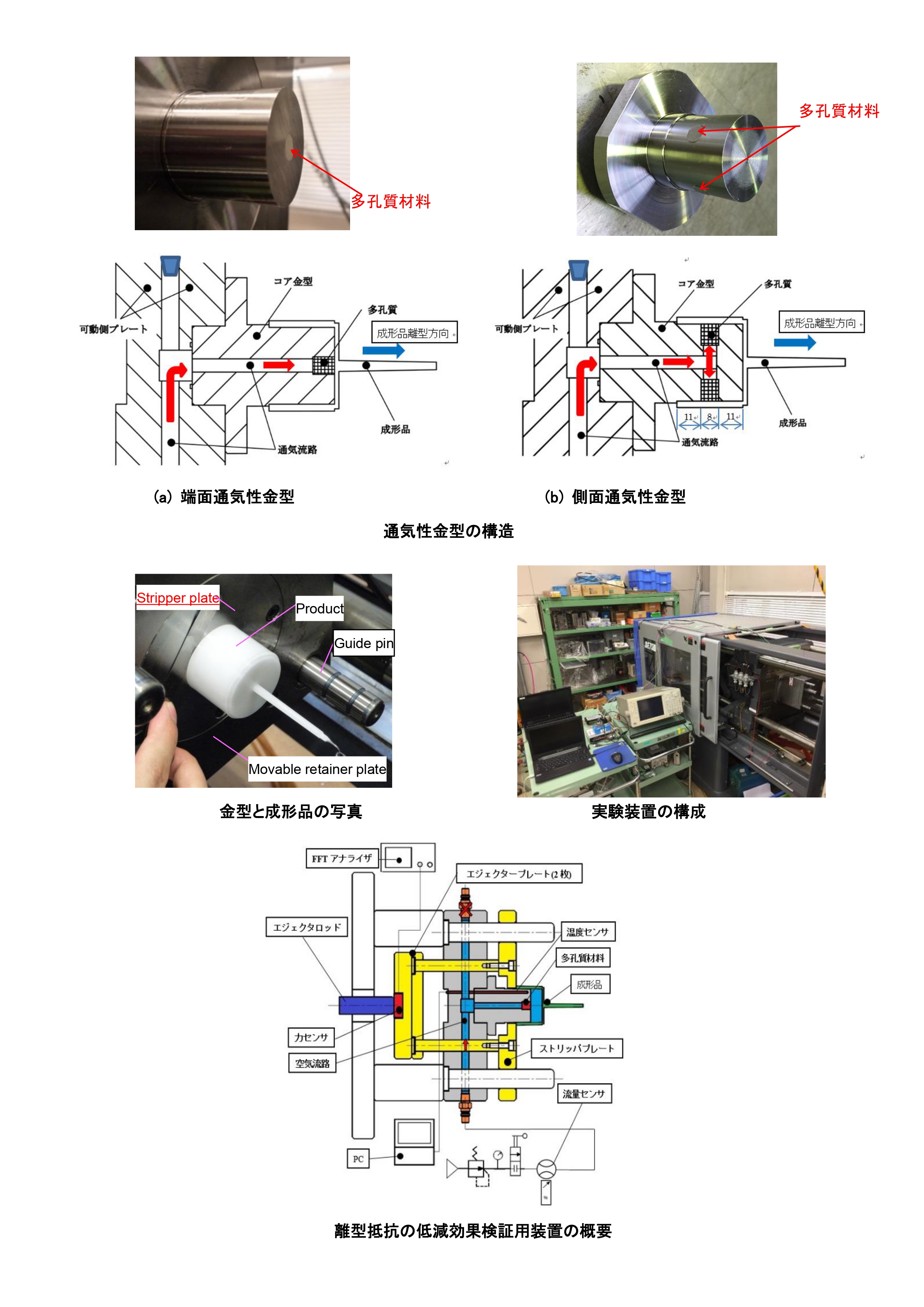
本事業では、カップ状成形品を対象とし、成形面の圧力や離型抵抗の解析結果に基づき、成形面の圧力や摩擦の低減と真空負圧の解消を実現し、高品位なプラスチック成形品を得る金型構造を提案している。また、提案金型の実現に不可欠な通気性材料の通気性を失わない加工技術を確立することを目的としている。カップ状成形品を対象とした高品位なプラスチック成形品を得るため、成形面の圧力や離型抵抗の解析結果に基づき、通気性多孔質材料を埋め込み、成形面の圧力や摩擦の低減と真空負圧の解消を実現し、ゼロ勾配でも離型できる金型構造を提案している。目的を達成するため、以下の項目を実施した。
(1)離型抵抗測定システムの構築
提案金型の効果検証、また金型最適構造の確立のため、離型抵抗の測定システム、エジェクタロッドと力センサの衝突・接触状況の観察システムを構築した。
(2)通気性材料の加工法の確立と評価
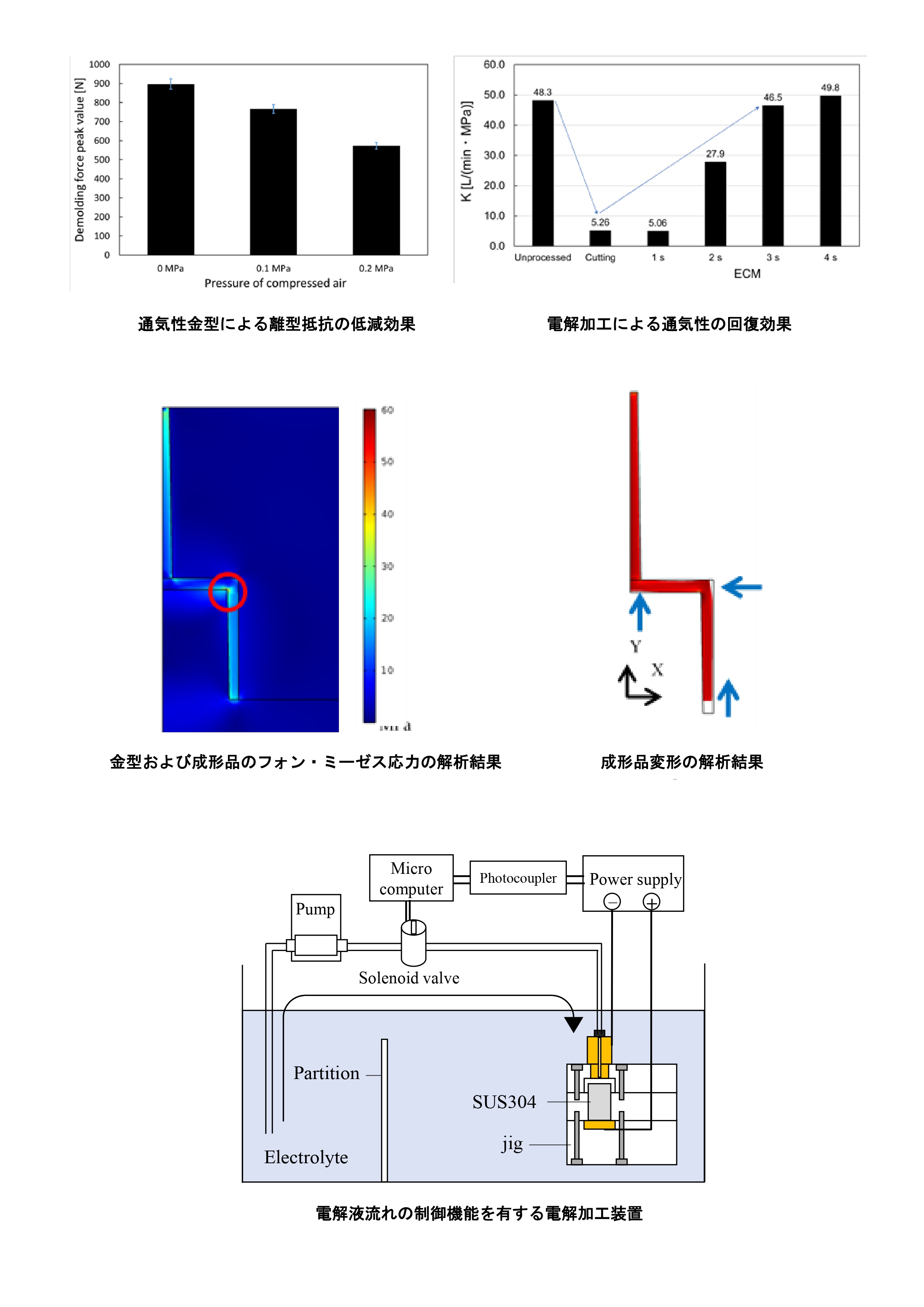
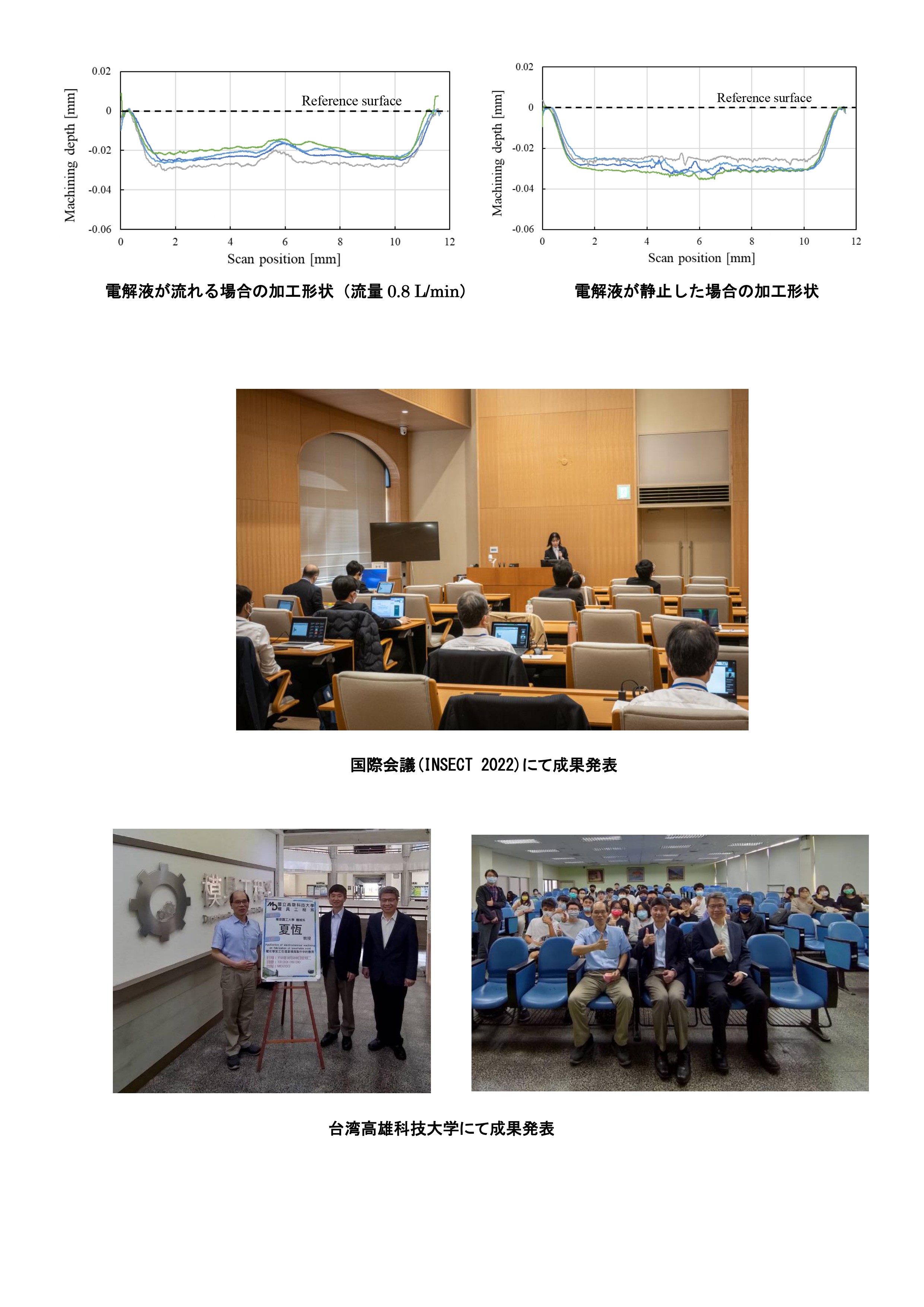
通気性材料の通気性を維持・回復するため、電気化学的溶解作用を利用する電解加工によって、通気性金属材料を加工する方法を提案し、効果を確認した。また、電解液流れが加工精度に及ぼす影響を調べ、平坦な成形面を実現する方法を見つけた。
(3)通気性金型の設計・製作と評価
通気性材料の設置個所の影響を調査し、導入した有限要素法ソフトCOMSOLを用いて、成形材料の物性値が離型抵抗に及ぼす影響を明らかにした。射出成形を行い、離型抵抗の低減効果を評価した。
保水性材料の利用による液域限定電解加工の飛躍的な精度向上(完了)
(この研究は、競輪の補助を受けて実施しました。)
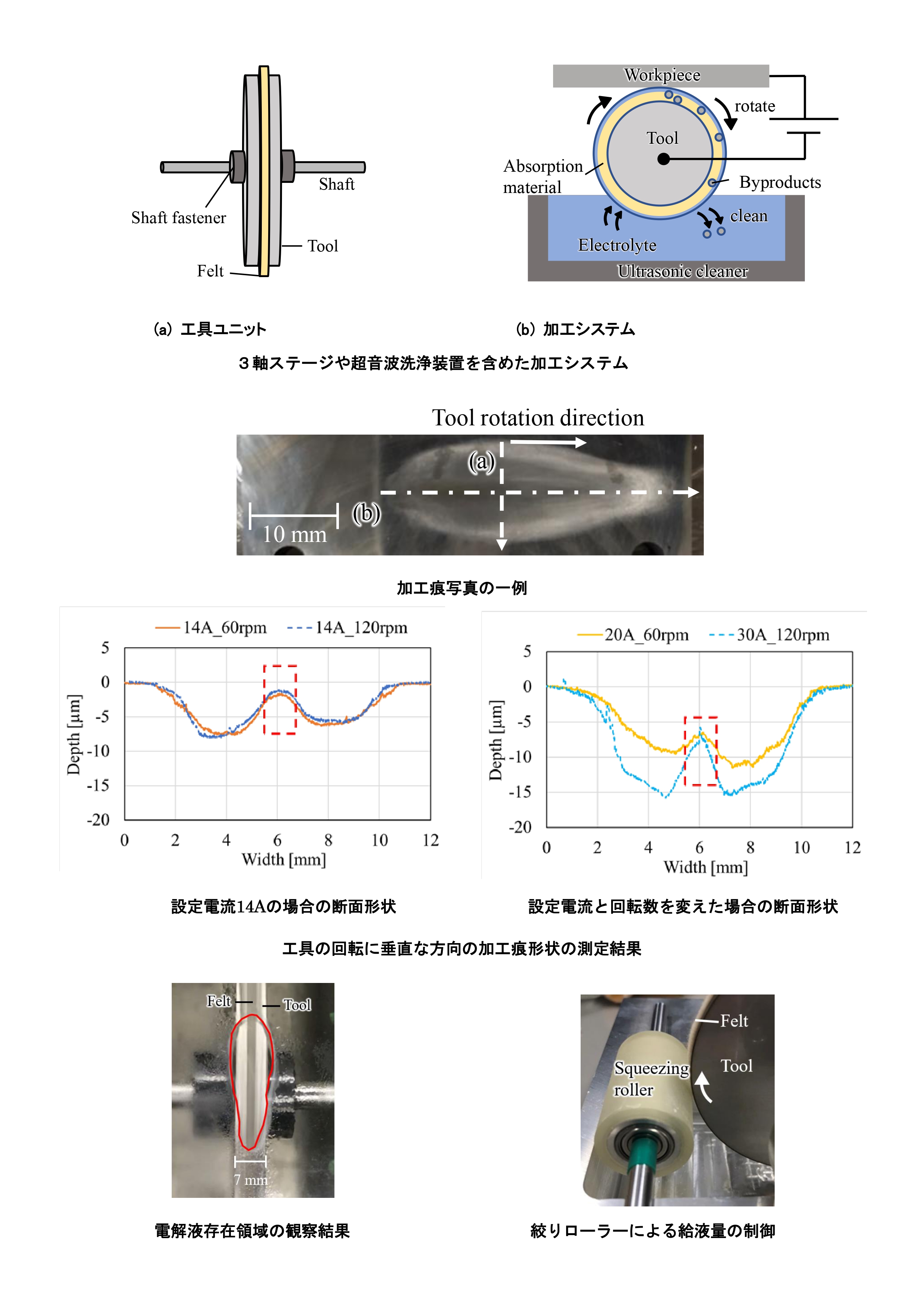
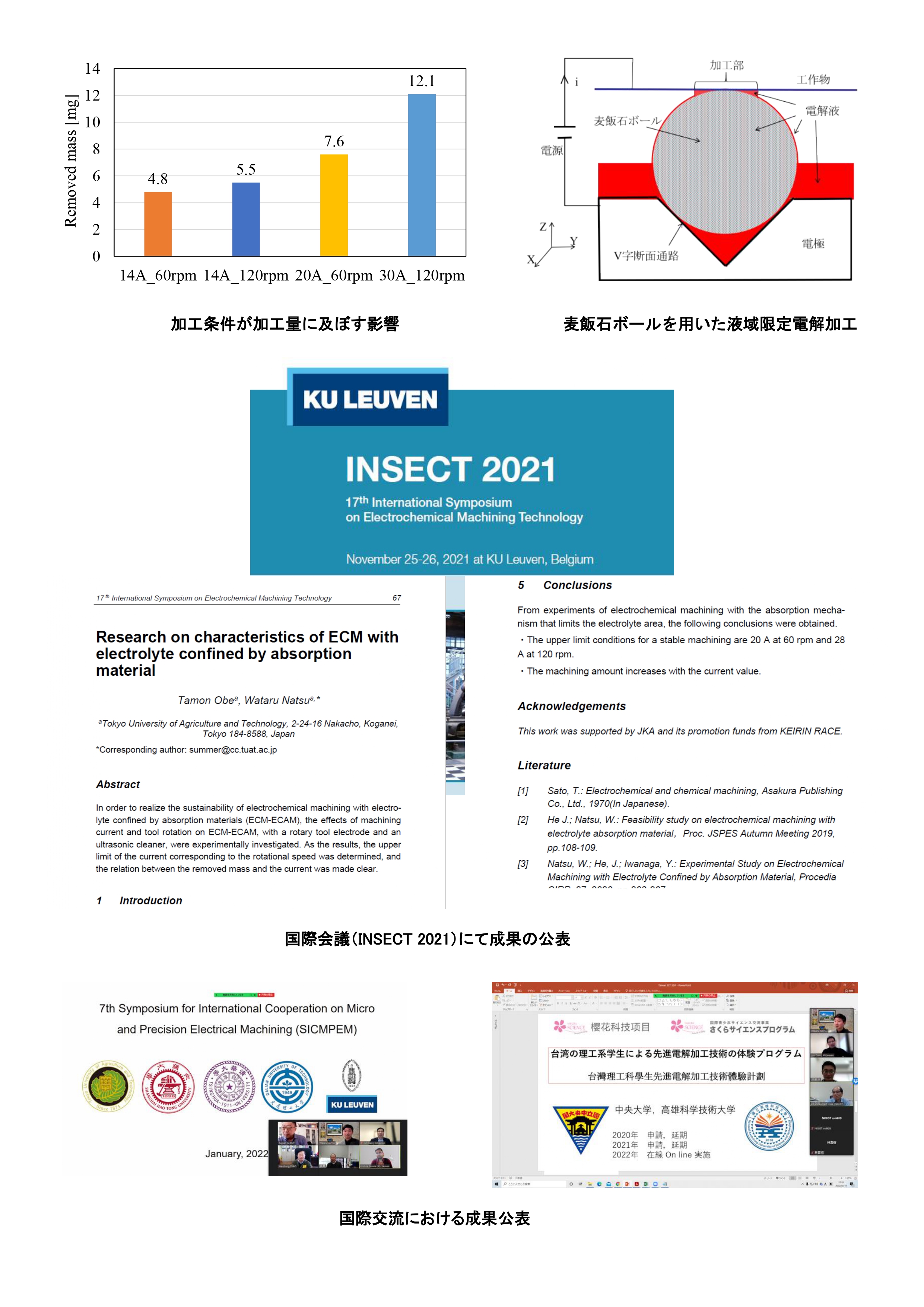
エネルギー、航空宇宙等の分野に多く使用されているチタン合金やニッケル基耐熱合金、金型や切削工具向けの超硬合金等の各種硬い材料の加工に、加工速度が同じ非接触加工法である放電加工よりも数十倍速く、しかも工具消耗がない電解加工法が利用されている。しかし、電解液中の漂遊電流による加工精度の低下や、使用済み電解液による作業環境の悪化などの問題点により、電解加工の応用が限定されていた。近年、電解液処理法の確立により、加工精度が本加工法の最大ネックとなっており、ものづくり現場からブレイクスルーが求められている。そこで、本研究は、保水性材料を用いた電解液領域限定により、加工精度の飛躍的な向上を実現することを目的としている。
目的を達成するため、加工間隙に存在する加工生成物の速やかな排出と新鮮な電解液の供給が不可欠である。そこで、吸水フェルトのような保水性材料の連続供給と超音波洗浄機能を有する電解加工システムを構築した。保水性材料を金属円盤の外周に巻き、工具ユニットを構成した。工具ユニットの上部に配置し、XYZ三軸ステージに取り付けられた工作物の加工面を保水性材料に接触させながら、金属円盤を加工電源の負極に、工作物を正極に接続して通電して加工を行った。工具ユニットの回転により生成物を加工領域から排出し、下部に設置した電解液が満たされている超音波洗浄装置によって汚れた保水性材料を洗浄し、新しい電解液を染み込ませ、再び加工領域に移動する。このように電解液領域の制限、生成物の排出、新鮮な電解液の供給が実現し、持続的に加工を実現している。
実施項目
(1)加工装置の設計製作
工具ユニットの設計、3軸ステージの改造、工具ユニットの製作、超音波洗浄装置の選定、超音波洗浄装置の改造を行った。
(2)電解加工に適した吸水材料の選定
実験による吸水材料特性の調査、吸水材料の市場調査、吸水材料の選定と購入、吸水材料の物性値調査を行った。
(3)電解液交換頻度と方法の確立
加工実験による電解液種類の選定、電解液の汚れ程度と加工特性への影響調査、電解液交換ユニットの改良設計、電解液交換ユニットの製作を行った。
(4)複雑形状創成方法の確立
解析ソフトの導入・解析環境整備、数値解析による重ね合わせ加工の形状創成の解析、数値解析による形状創成パスと走査速度の決定、加工実験の実施、装置の改良と加工精度の評価を行った。